Part 3 of a 5-part blog series: “The Importance of Phosphate Milling”
 Bradley Pulverizer’s Ian Hancock, VP of Sales & Operations, discusses the importance of a holistic understanding of the phosphate milling process to ensure maximum plant uptime, the highest process efficiencies and profitability. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International July|August 2021, issue 503, pp. 49-52.
Bradley Pulverizer’s Ian Hancock, VP of Sales & Operations, discusses the importance of a holistic understanding of the phosphate milling process to ensure maximum plant uptime, the highest process efficiencies and profitability. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International July|August 2021, issue 503, pp. 49-52.
Fine grinding with air-swept mills involves the continuous return of oversize material to the grinding zone for further reduction to the desired size. The role of the classifier is to control both the amount of recirculation inside the mill and the particle-size distribution of the product.
Essentially, the classifier functions as the ‘brain’ of the grinding circuit. Critically, it automatically determines:
-
- What material should exit the mill as correctly sized product
- What should be returned for reprocessing.
Changing a classifier’s settings can significantly alter the milling system’s power consumption, capacity, vibration and product size distribution.
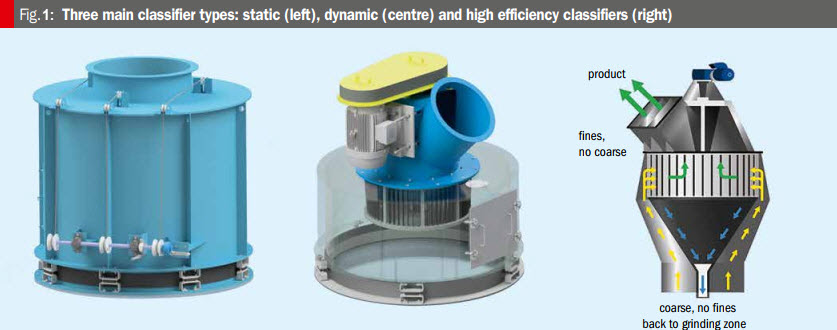
There are three main classifier types (Figure 1):
-
- Static classifiers: These are used for semi-fine grinding but have a very low efficiency and limited operational range.
- Dynamic classifiers: These incorporate a rotating rotor and, consequently, have a wider operational range.
- High efficiency classifiers: These combine useful elements both of the above technologies by using a static set of vanes to guide the airflow into a rotating rotor, alongside other optional features.
Upgrading an existing mill system with a new, correctly installed high efficiency classifier can deliver:
-
- Capacity increases of up to 25 percent
- Reductions in power consumption of up to eight percent
- Sharper classification curves.
All classifiers have an efficiency rating, reflecting how well they separate material. Some are very efficient while others are less so. Inefficient classifiers are unable to achieve a good fine/coarse separation. This means the product stream will contain some coarse particles and the reject stream will contain fine material. This creates additional and unnecessary demand on the mill, resulting in higher recirculation rates which in turn requires more fan pressure and increases the power requirements of the fan drive.
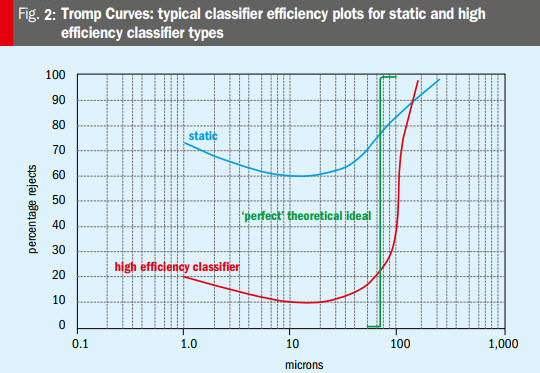 A classifier’s operational efficiency is determined from the ‘Tromp Curve’ (Figure 2) – a graph plotting percentage classifier rejects against particle size. Essentially, this curve shows how much on-size recovery there is in the reject stream. Curves which are as close as possible to a vertical straight line at the cut point are theoretically ideal. Less efficient static classifiers typically show gently sloping lines, whereas more vertical lines – closer to the maximum theoretical limit – are shown by high efficiency classifiers.
A classifier’s operational efficiency is determined from the ‘Tromp Curve’ (Figure 2) – a graph plotting percentage classifier rejects against particle size. Essentially, this curve shows how much on-size recovery there is in the reject stream. Curves which are as close as possible to a vertical straight line at the cut point are theoretically ideal. Less efficient static classifiers typically show gently sloping lines, whereas more vertical lines – closer to the maximum theoretical limit – are shown by high efficiency classifiers.
In the fertilizer industry, dynamic vertical blade classifiers (VBC) are commonly specified for several reasons. VBCs are favored because they offer high ‘uptimes’ with minimal maintenance and low percentages of reject particles. Another advantage is the ability for automating particle size control when coupled to an inverter (variable speed drive, VSD). The addition of a VSD is valuable as it makes on-demand adjustment of particle size possible. Lastly, the low pressure drop associated with VBCs helps propel particles through the classifier by maximizing the air flow from the main mill fan.
It is the classifier that ultimately controls the mill’s yield rate and hence the overall profitability of the plant. It is therefore imperative to evaluate both the mill and classifier together as a single system and not independent of one another.
The same ethos applies to post startup problem solving. We recommend a structured or holistic approach when troubleshooting production issues, with scrutiny of the process itself to identify the true cause of the problem. After all, the problem that presents itself may well have an indirect cause. If the mill is apparently lacking power, for example, the right solution may not be installing a bigger motor or investing in a new more powerful mill. Instead, the problem could be solved – and often is – by making air flow adjustments at the mill and/or classifier.
Unfortunately, we do encounter mill systems where the classifier was not evaluated properly prior to installation and cannot achieve the yields required to achieve profitability. In such cases, it is still more cost effective to replace the classifier than the mill.
In our experience, most problems encountered in milling systems could ultimately have been avoided from the outset if:
-
- A more thorough evaluation of classification requirements had been carried out pre-purchase, and/or
- If there was a better understanding of the process adjustments necessary to achieve maximum yields
Contact Us to discuss the right air classification solutions for your process
(US) 855-670-8777 | (International) +44 1322-559-106